銘鐳激光,給您更適合的
HERO LASER
鋁合金由于重量輕、強(qiáng)度高、耐腐蝕性能好、無磁性、成形性好及低溫性能好而被廣泛地應(yīng)用于各種焊接結(jié)構(gòu)產(chǎn)品中,采用鋁合金代替鋼板材料焊接,結(jié)構(gòu)重量可減輕50%以上。目前在航空、航天、汽車、動(dòng)力電池、機(jī)械制造、船舶、門窗、化學(xué)工業(yè)及生活用品等行業(yè)廣泛應(yīng)用。

先進(jìn)鋁合金焊接工藝
鋁合金激光焊接技術(shù)是近十幾年來發(fā)展起來的一項(xiàng)新技術(shù),與傳統(tǒng)焊接工藝相比,它具有功能強(qiáng)、可靠性高、效率高等特點(diǎn)。其功率密度大、熱輸入總量低、同等熱輸入量熔深大、熱影響區(qū)小、焊接變形小、速度高、易于工業(yè)自動(dòng)化等優(yōu)點(diǎn),特別對(duì)熱處理鋁合金有較大的應(yīng)用優(yōu)勢。可提高加工速度并極大地降低熱輸入,從而可提高生產(chǎn)效率,改善焊接質(zhì)量。在焊接高強(qiáng)度大厚度鋁合金時(shí),傳統(tǒng)的焊接方法根本不可能單道焊透,而激光深熔焊時(shí)形成大深度的匙孔,發(fā)生匙孔效應(yīng),則可以得到實(shí)現(xiàn)
激光焊接鋁合金優(yōu)點(diǎn)
■ 能量密度高、熱輸入低、熱變形量小、熔化區(qū)和熱影響區(qū)窄而熔深大;
■ 冷卻速度高而得到微細(xì)焊縫組織,接頭性能良好;
■ 激光焊不用電極,減少了工時(shí)和成本;
■ 被焊工件的形狀不受電磁影響,不產(chǎn)生X射線;
■ 可對(duì)密閉透明物體內(nèi)部金屬材料進(jìn)行焊接;
■ 激光可用光導(dǎo)纖維進(jìn)行遠(yuǎn)距離的傳輸,從而使工藝適應(yīng)性好,配合計(jì)算機(jī)和機(jī)械手,可實(shí)現(xiàn)焊接過程的自動(dòng)化與精密控制。
鋁合金激光焊接常見激光器對(duì)比
現(xiàn)在應(yīng)用的激光器主要是CO2激光器、YAG 激光器、光纖激光器。CO2激光器功率大,對(duì)于要求大功率的厚板焊接比較適合,但鋁合金表面對(duì)CO2激光束的吸收率比較小,在焊接過程中造成大量的能量損失。
YAG激光器一般功率比較小,鋁合金表面對(duì)YAG激光束的吸收率相對(duì)CO2激光較大,可用光導(dǎo)纖維傳導(dǎo),適應(yīng)性強(qiáng)、工藝安排簡單等,但YAG輸出功率和光電轉(zhuǎn)化功率低。
光纖激光器具有體積小、運(yùn)行成本低、使用壽命長,穩(wěn)定性好,光束質(zhì)量高等優(yōu)點(diǎn)。同時(shí),光纖激光器發(fā)出的光是1070nm的波長,吸收率更高,光電轉(zhuǎn)化率是YAG激光器的10倍,焊接速度比YAG和CO2激光器快。
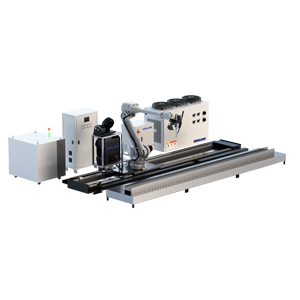
焊接工藝革命
鋁合金焊接,高功率激光焊接設(shè)備是趨勢
激光焊接作為一種高能密度的焊接工藝,焊接鋁合金可以有效防止傳統(tǒng)焊接工藝產(chǎn)生的缺陷,強(qiáng)度系數(shù)提高很大。低功率激光焊接設(shè)備,對(duì)鋁合金厚板焊接困難,同時(shí)鋁合金表面對(duì)激光束的吸收率很低,以及要達(dá)到深熔焊時(shí)存在閾值問題,所以工藝上有一定難度。
鋁合金激光焊接機(jī)最為引人關(guān)注的特點(diǎn)是其高效率,而要充分發(fā)揮這種高效率就要把它運(yùn)用到大厚度深熔焊接中,使用激光器進(jìn)行大厚度深熔焊接將是未來發(fā)展的必然趨勢。大厚度深熔焊更加突出了小孔現(xiàn)象及其對(duì)焊縫氣孔的影響,因此小孔形成機(jī)理及其控制變得更加重要,它必將成為未來焊接工藝的一場革命。

全國服務(wù)熱線:400-6899-119